


TGK 10 Deep Hole CNC Skiving & Rolling Machine
Մեքենայի կերպար
TGK10 սերիայի CNC դահուկների և շարժակազմի հաստոցները ընդունում են ֆիքսված աշխատանքային մասի և գործիքի պտտվող սնուցման մշակման մեթոդը:Հաստոցային գործիքը կարող է իրականացնել աշխատանքային մասերի ներքին անցքերի ձանձրալի, քերող և պտտվող մշակումը, մշակման ձևը պարզ է, իսկ մշակված արտադրանքը բարձր ճշգրտություն է:Այս հաստոցային գործիքի հիմնական առավելություններն են մշակման բարձր արդյունավետությունը, կայուն կատարումը, և արդյունավետությունը 5-ից 10 անգամ է, քան ավանդական խորը անցք հորատող մեքենաները և հղկման մեքենաները;խելացի կառավարման աստիճանը բարձր է, և հաստոցային գործիքի յուրաքանչյուր գործողության հրամանի թվային կառավարումն ու մոնիտորինգը պարզ և հարմար են:հեշտ է գործել:

Մեքենայի պարամետրեր
| NO | Նյութեր | Նկարագրություն |
| 1 | Մշակման ներքին տրամագծի միջակայք | Φ35-100մմ |
| 2 | Մշակման խորության տիրույթ | 1000մմ-12000մ |
| 3 | Machine Guideway լայնությունը | 500 մմ |
| 4 | Spindle կենտրոնի բարձրությունը | 350 մմ |
| 5 | Spindle արագություն, գնահատականներ | 5-1200 պտույտ/րոպե, 4 փոխանցում, անաստիճան |
| 6 | Հիմնական շարժիչ | 45 ԿՎտ, AC servo շարժիչ |
| 7 | Սնուցման արագության միջակայք | 5-3000 մմ/րոպե (անքայլ) |
| 8 | Կառքի արագ շարժման արագություն | 6000 մմ/րոպե |
| 9 | Սարքավորումների սեղմման միջակայք | Φ40-150մմ |
| 10 | Սնուցող շարժիչ | 40N.m (Siemens AC servo motor) |
| 11 | Սառեցնող համակարգի շարժիչներ | N=7.5kw 11kw 15kw |
| 13 | Հովացուցիչի համակարգի գնահատված ճնշումը | 2,5 ՄՊա |
| 14 | Հովացուցիչի համակարգի հոսքը | 237լ/րոպե, 201լ/րոպե, 153լ/րոպե (3 հավաքածու) |
| 15 | Հիդրավլիկ համակարգի գնահատված ճնշում | 7 ՄՊա |
| 16 | Օդի ճնշում | ≥0.4 ՄՊա |
| 17 | Կառավարման համակարգ: | Siemens 828D |
| 18 | Էլեկտրամատակարարում | 380 Վ.50 Հց, 3 փուլ (անհատականացնել) |
| 19 | Մեքենայի չափում | L*2400*2100*(L*W*H) |
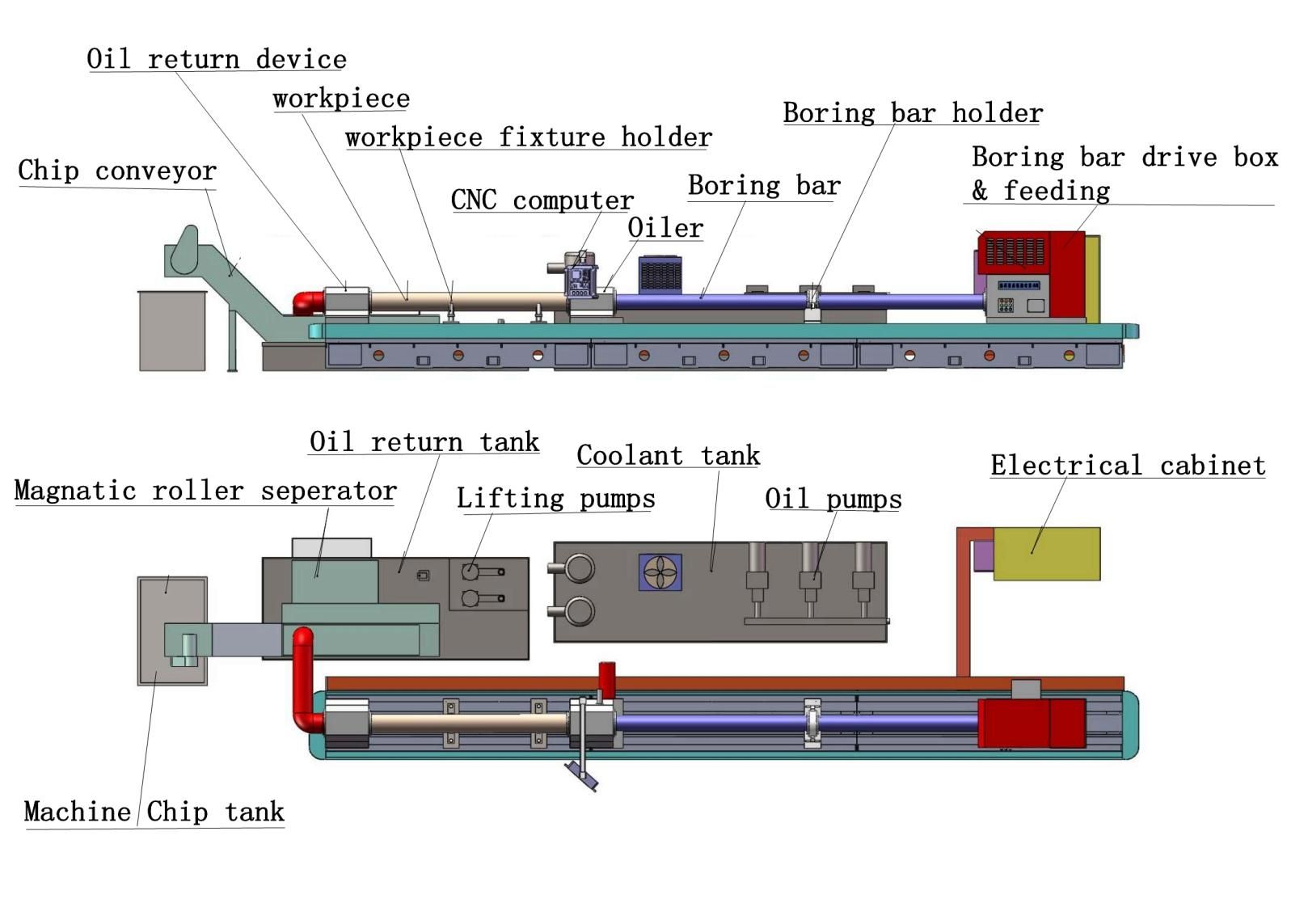
Կարևոր մեքենաների մասեր

1. Մեքենայի մահճակալ
Մահճակալը ընդունում է կրկնակի ուղղանկյուն հարթ ուղեցույց երկաթուղային կառուցվածք, իսկ ուղեցույցի լայնությունը 500 մմ է:Մահճակալի մարմինը հաստոցային գործիքի հիմնական բաղադրիչն է, և դրա կոշտությունն ուղղակիորեն ազդում է ամբողջ հաստոցների աշխատանքային կատարողականի և աշխատանքային ճշգրտության վրա:
2. Ձանձրալի Rod Drive Box
Ձանձրալի սալիկի տուփը անբաժանելի ձուլման կառուցվածք է և տեղադրված է սնուցման սկուտեղի վրա:Պտտվող արագության ընտրությունը կարող է որոշվել՝ ելնելով այնպիսի գործոններից, ինչպիսիք են աշխատանքային մասի նյութը, կարծրությունը, կտրող գործիքը և չիպերի կոտրման վիճակը:Ըստ տարբեր արագությունների, այն կարող է սահմանվել թվային կառավարման համակարգի ծրագրավորման միջոցով, իսկ spindle առանցքակալները ներմուծվում են Ճապոնիայից, ինչպիսիք են NSK-ը:Ձանձրալի ձողատուփի հիմնական գործառույթը գործիքը պտտելն է



3. Oil Feeder & Oil Collector System
Յուղի ընդունիչը գտնվում է հաստոցային գործիքի մեջտեղում:Յուղ ընդունող մասի հիմնական գործառույթներն են՝ 1. Մուտքագրեք հովացուցիչ նյութը աշխատանքային մասում:2. Յուղատուփի առջևի ծայրը հագեցված է աշխատանքային մասի վերին ափսեի վրա գտնվող գործիքի ուղեցույցով, որը կարող է իրականացնել մուտքի ուղեցույցը քերիչի մշակման ժամանակ:Յուղի վերադարձման սարքը գտնվում է հաստոցային գործիքի ձախ ծայրում, որը կարող է շարժվել և ամրագրվել մահճակալի առանցքային ուղղությամբ:Նավթի վերադարձման սարքի հիմնական գործառույթներն են. Նավթի վերադարձի մարմնի ստորին հատվածը միացված է մահճակալի մեջտեղում գտնվող T-աձև պտուտակաձողով, և առանցքային շարժումը իրականացնում է մշակման ընթացքում մշակվող մասի նախնական դիրքավորումը.այն համալրված է սերվո շարժիչի միացման սարքով (քանի որ խարույկը ընդունում է ամենաառաջադեմ սերվոն: Շարժիչի խարույկը փոխարինում է հիդրավլիկ խարխլման մեթոդին, այնպես որ խարույկի ուժի ճշգրտումը իրականում իրականում թվային հսկողություն: Աշխատանքային մասի պատի հաստությունը և տրամագիծը տարբեր են: և ընտրվում են ցցման տարբեր ուժեր՝ վարդակների դեֆորմացիան առավելագույն չափով կանխելու համար։)
4. Մեքենաների կերակրման համակարգ
Թայվանի Shangyin բարձր ճշգրտության գնդիկավոր պտուտակային զույգը տեղադրված է հաստոցների մարմնի ակոսի միջին և հետևի կեսում, և վերջում կա սնուցման տուփ, որը շարժվում է 5,5 կՎտ հզորությամբ AC սերվո շարժիչով, որպեսզի իրականացնի սնուցումը: գործիք սնուցող ծղոտե ներքնակով (ձանձրալի ձողատուփ):Սնուցման արագությունը կարող է աստիճանաբար կարգավորվել, և գործիքը կարող է արագ հետ քաշվել:Մեքենայի մահճակալի մարմնի ակոսի առջևի կեսը հագեցած է T-աձև պտուտակով և սնուցող տուփով, որոնք օգտագործվում են յուղի վերադարձման սարքը սնուցելու, աշխատանքային մասի դիրքը կարգավորելու և սեղմելու համար:Ամբողջ կերակրման համակարգը ունի բարձր ճշգրտության, լավ կոշտության, սահուն շարժման և լավ ճշգրտության պահպանման առավելությունները:


5. Ձանձրալի բարի աջակցության համակարգ
Ձանձրալի ձողի կրող թեւը ամրացվում է փակագծի մարմնի վրա պտուտակներով և փոխարինվում է ձանձրալի ձողի հետ, որը հարմար և արագ փոխարինվում է տարբեր ձանձրալի ձողերով:Այն հիմնականում կատարում է ձանձրալի ձողին աջակցելու, ձանձրալի ձողի շարժման ուղղությունը վերահսկելու և ձանձրալի ձողի թրթռումը կլանելու դերը:Ներքին հենարան՝ պտտվող ֆունկցիայով
6. Workpiece Fixture Support System
Հագեցված է V-աձև բլոկային փակագծերով երկու հավաքածուով, որոնք ամրացնում են աշխատանքային մասը:Պտուտակի և ընկույզի բարձրացումը կարող է կամայականորեն կարգավորվել ըստ աշխատանքային մասի տարբեր տրամագծերի:Այն հիմնականում կատարում է աշխատանքային մասի բեռի կրող և ճշգրտման դերը, ինչպես նաև ձանձրալի անցքի դիրքը:

7. Հիդրավլիկ համակարգ
Հաստոցային գործիքը հագեցած է հատուկ հիդրավլիկ համակարգով, որն օգտագործվում է հիդրավլիկ գործիքի ընդլայնումն ու կծկումը վերահսկելու և ձանձրալի ձողատուփի հիդրավլիկ ավտոմատ տեղափոխումը գլանման գործողության կառավարման համակարգը ավարտելու համար:Գնահատված ճնշումը 7 ՄՊա է:Հիմնական բաղադրիչները ներմուծվող նավթային հետազոտական շարքի արտադրանքներն են։

8. Հովացուցիչ նյութի զտման համակարգ
Սառեցման չիպերի հեռացման և զտման համակարգ. հիմնականում տեղակայված է հաստոցների հետևի մասում, շղթայական ափսեի միջոցով ֆիլտրումից հետո ավտոմատ չիպահանող մեքենա (կոպիտ ֆիլտր)→ առաջին մակարդակի յուղի ֆիլտր→ երկրորդ մակարդակի յուղի ֆիլտր և երրորդ մակարդակի ֆիլտրացում նստվածքից հետո և ֆիլտրում.
9. Էլեկտրական համակարգ
Այն բաղկացած է հիմնական կառավարման տուփից, շահագործման տուփից, տերմինալային տուփից և մալուխներից:Հիմնական էլեկտրական բաղադրիչները Schneider ապրանքանիշն են:Էլեկտրական կառավարման տուփի համար (օդորակիչի հովացում):Հաղորդալարերի հիմնական մասը ընդունում է ավիացիոն խրոցակի կառուցվածքը:Մալուխները ընդունում են ազգային ստանդարտը, իսկ թույլ հոսանքի մալուխները ընդունում են պաշտպանված մալուխները:Հաղորդալարերը կազմակերպված են խիստ համապատասխան ուժեղ և թույլ էլեկտրական մեկուսացման:

| NO | Նյութեր | Ապրանքանիշեր | NO | Նյութեր | Ապրանքանիշեր |
| 1 | Մեքենայի մետաղական մարմին | Ինքնագործ | 2 | Ձանձրալի բար սկավառակի տուփ | Ինքնագործ |
| 3 | Աջակցման վահանակ | Ինքնագործ | 4 | Spindle առանցքակալ | Ճապոնիա NSK |
| 5 | Այլ արջեր | Լավ ապրանքանիշեր | 6 | Գնդիկավոր պտուտակ | Թայվանի ապրանքանիշ |
| 7 | Հիմնական էլեկտրական տարրեր | schneider կամ siemens | 8 | Spindle շարժիչ | Չինական ապրանքանիշ |
| 9 | Սնուցող սերվո շարժիչ | Siemens | 10 | Կերակրման սերվո վարորդ | Siemens |
| 11 | CNC համակարգ | Siemens | 12 | Օդաճնշական տարրեր | Ճապոնիայի SMC |
10.CNC կառավարման համակարգ
Հաստոցը հագեցած է SIMENS828D CNC համակարգով, իսկ հովացուցիչ նյութի ճնշումը ցուցադրվում է գործիքների միջոցով:Սնուցող շարժիչը սերվո շարժիչ է, իսկ ձանձրալի բարակ տուփի շարժիչը ներմուծված է:Ձեռքով կերակրում, ինքնաախտորոշման գործառույթ:Կարգավիճակի ցուցադրում, տարբեր գործառույթներ, ինչպիսիք են ընթացիկ դիրքի ցուցադրումը, ծրագրի ցուցադրումը, պարամետրերի պարամետրերի ցուցադրումը, ազդանշանային ցուցադրումը, բազմալեզու էկրանի փոխարկումը և այլն:





